Завод по производству Базальтового Ровинга - Базальтовый Ровинг от производителя
irbasalt.com
Завод по производству базальтового непрерывного волокна

ИР
БАЗАЛЬТ



РОВИНГ БАЗАЛЬТОВЫЙ
Ровинг базальтовый — это жгут непрерывных однонаправленных комплексных базальтовых волокон. Ровинг имеет высокую природную прочность, стойкость к влиянию агрессивных сред, длительный срок службы и прекрасные электроизоляционные свойства. По своим техническим характеристикам Базальтовый Ровинг по многим показателям превосходит S-стекло и Е-стекло, и не намного уступает карбону. Базальтовый Ровинг чрезвычайно теплостоек: диапазон температур длительного использования от -260°С до +680°С. Кратковременно может выдерживать температуру до 1000°С.
ТЕХНИЧЕСКИЕ ПРЕИМУЩЕСТВА:
 Широкая область применения Высокая механическая прочность, коррозионная и химическая стойкость к щелочам и другим агрессивным средам Высокая морозостойкость, теплостойкость, влагостойкость Звукопоглощение Способность фильтрации агрессивных веществ Низкая теплопроводность Широкая область применения Стойкость к соленой морской воде Резистентность к ультрафиолетовому излучению Диэлектричность Экологически чистый материал. При производстве не используются токсичные связующие вещества Температура применения: от -260 до +900 0С Конструктивная прочность во всем диапазоне температур
Широкая область применения Высокая механическая прочность, коррозионная и химическая стойкость к щелочам и другим агрессивным средам Высокая морозостойкость, теплостойкость, влагостойкость Звукопоглощение Способность фильтрации агрессивных веществ Низкая теплопроводность Широкая область применения Стойкость к соленой морской воде Резистентность к ультрафиолетовому излучению Диэлектричность Экологически чистый материал. При производстве не используются токсичные связующие вещества Температура применения: от -260 до +900 0С Конструктивная прочность во всем диапазоне температур Для производства БНВ используется однокомпонентное, приготовленное природой, экологически чистое сырье – базальтовые породы. Стоимость базальтового сырья очень низкая и в себестоимости производства БНВ составляет менее 5 – 7 %.
Технология производства БНВ одностадийная – первичное обогащение, плавление и гомогенизацию базальта выполнила природа. Базальт нагревается и плавится в печи только один раз, что позволяет получать требуемый продукт – БНВ при минимуме энергозатрат.
Дальнейшая переработка БНВ в материалы производится с применением «холодных технологий». Технологии производства БНВ являются экологически чистыми, энергосберегающими и относятся к нанотехнологиям, т.к. обеспечивают производство непрерывных волокон диаметрами 6 – 21 микрон, длиной до 60 км, с высокими характеристиками по прочности, эластичности, химической и термической стойкости.
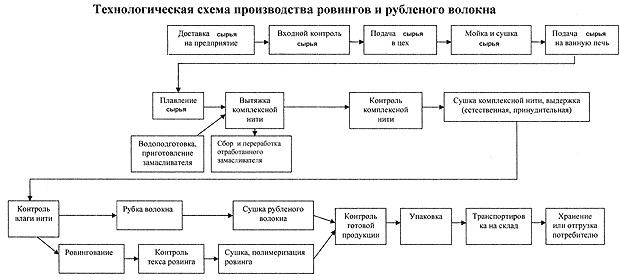
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА НЕПРЕРЫВНОГО БАЗАЛЬТОВОГО ВОЛОКНА
Для производства непрерывного базальтового волокна используется широко распространённая горная вулканическая порода — базальт. До начала получения непрерывных базальтовых волокон на промышленной установке крупнофракционный базальтовый щебень дробится на щековой дробилке до необходимой фракции, которая составляет 5-12 мм.
После отбора металлических включений способом магнитной сепарации, базальтовое сырье, представленное в виде мелкого щебня или крошки со средней фракцией от 5 до 12 мм, просевают и промывают от мелких включений (пыли и т.п.).

После чего его просушивают в нормальных условиях при естественной циркуляции воздуха путём проветривания либо в специальном сушильном аппарате (в зависимости от климатических условий производства). С помощью кран-балки или тельфера промытая базальтовая крошка периодически загружается в бункер загрузчика, установленного над плавильной печью.

Плавильная печь представляет собой рекуперативную ванную печь непрерывного действия с прямым газовым нагреванием плавильной зоны. В печи базальтовое сырье расплавляется, а его расплав после гомогенизации поступает в фидеры для последующего формования из него в питателях комплексных непрерывных базальтовых нитей.
Плавление крошки осуществляется при температуре (1500 ± 50)°С в результате сжигания газовоздушной смеси, которая состоит из природного газа и воздуха. Расплав из выработочной части печи самотеком поступает в фидер, в донной части которого расположены 8 сливных устройств, через которые расплав подается на платино-родиевые фильерные питатели, где происходит формирование элементарных НБВ (непрерывных базальтовых волокон).
Расплав из фидера через платиновое сливное устройство (струйный питатель) с электрообогревом поступает в платиновый фильерный питатель с электрообогревом, в котором из фильер формируется прядь из элементарных непрерывных волокон в виде нитей путем вытягивания их и намотки на тянущее устройство.
Прядь элементарных нитей поступает на валковое тянущее устройство, которое наносит замасливатель, после покрытия слоем замасливателя нити собираются в одну комплексную нить. Комплексная нить проходя нитераскладывающий аппарат, наматывается на его съемную бобину.
По мере намотки бобина с нитью снимается с бобинодержателя наматывающего аппарата и заменяется новой бобиной. На бобинах намоточных аппаратов происходит формирование комплексной нити (КН), которая состоит из 314 элементарных НБВ. Намотанные бобины выдерживаются сутки при нормальных условиях, после чего поступают в

отделение перемотки для получения ровинга с необходимым количеством сложений. После перематывания готовый ровинг на бухтах маркируется и оборачивается бумагой, а затем упаковывается в деревянную тару и поступает на состав готовой продукции.
БАЗАЛЬТ
Базальтовый щебень, как однокомпонентное сырье для получения базальтовых непрерывных волокон, должен вырабатываться на аттестованном карьере, представительские образцы которого прошли лабораторные и опытно-промышленные испытания с положительным результатом. Отбор сырья должен вестись селективно.

Сырьё из горных пород представляет собой дробленные средние, основные и метаморфизированные ультраосновные горные породы вулканического происхождения типа базальта: базальты, андезито-базальты, андезиты+, амфиболиты, диабазы, порфириты и другие. В сырье не должны содержаться посторонние примеси в виде металла, кварца, песчано-глинистых и других пород.